UN CONTRÔLE PRÉCIS ET DES SOLUTIONS DE PRODUCTION FLEXIBLES POUR L’INDUSTRIE PHARMACEUTIQUE
L’industrie pharmaceutique développe, produit et commercialise des médicaments ou des produits pharmaceutiques, qui sont utilisés pour le traitement de patients.
La demande et les attentes en matière de R&D, de production, de gestion de chaîne d’approvisionnement et d’optimisation des coûts sont à leur plus haut niveau. Les fabricants doivent assurer une qualité maximale au cours de longues périodes de production, une surveillance des processus en temps réel, ainsi qu’une gestion et un contrôle flexibles de tous les paramètres décisifs.
Des contrôles précis sont nécessaires et débutent dès la phase de production. Dans ce contexte, il est essentiel de pouvoir compter sur des solutions flexibles, économiques et performantes pour réaliser des produits innovants et compétitifs.
WE MOVE.
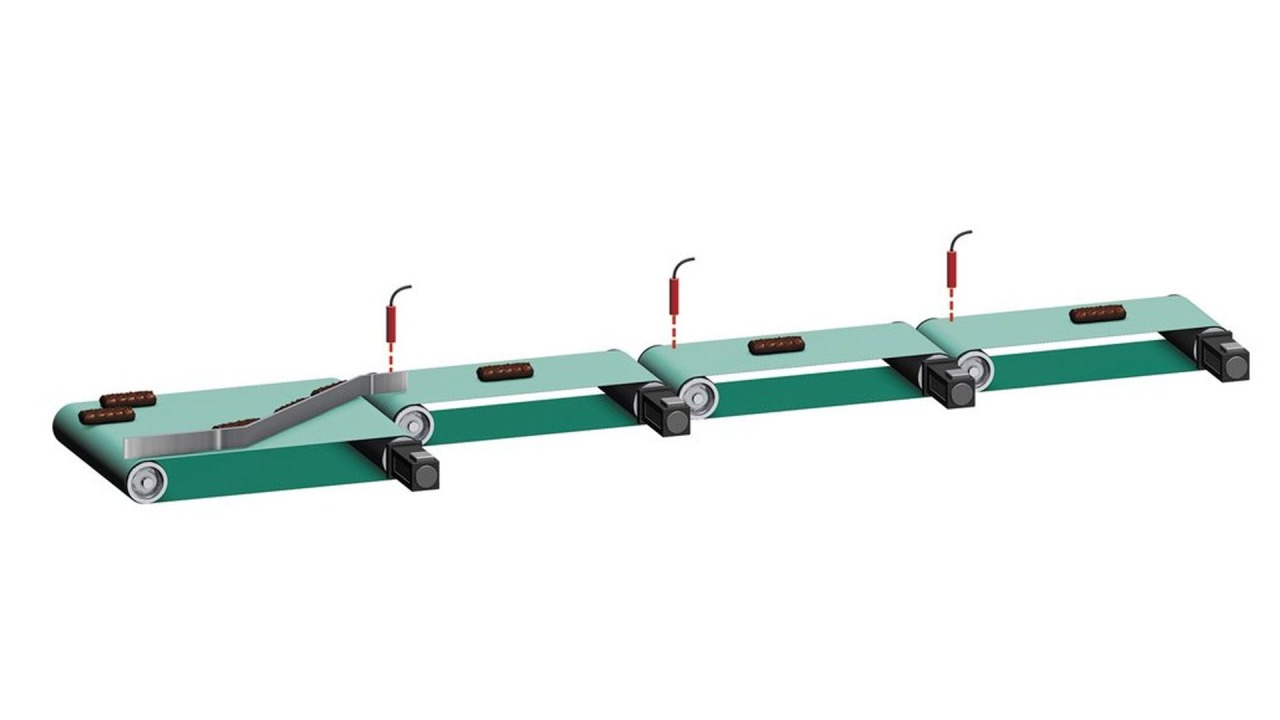
Système d’alimentation intelligent
Les produits sont regroupés par des courroies multi-passage avant d’être emballés. Cette procédure s’applique aux machines de chargement par le dessus et par le côté. Deux chaînes ou courroies parallèles et distinctes transportent chacune un train comportant des cavités connectées. Lorsqu’ils sont pleins, les trains sont déchargés au poste de déchargement avant de retourner aussitôt à la station de chargement.
Formage, remplissage et scellage
Les solutions de remplissage et de scellage horizontales, verticales et thermoformées permettent de réduire les dépenses en câblage et armoire de commande grâce à IndraDrive Mi. Elles permettent également un changement de format et de produit extrêmement rapide grâce à la solution Rexroth FlexProfile, en plus de présenter des fonctions technologiques complètes pour une ingénierie optimisée.
Conditionnement unitaire
Après la procédure d’alimentation, les contenants sont positionnés correctement. Un film étirable est coupé à la longueur adéquate avant d’être enroulé autour d’un groupe de contenants. Un mécanisme commandé par un servocontrôleur s’assure que les contenants sont correctement empaquetés. Les contenants empaquetés sont ensuite chauffés dans le tunnel de rétraction adjacent. Ce processus permet de garantir la forme classique et particulièrement stable de l’emballage.
Mise sous carton
Une pompe pneumatique permet d’attraper les cartons dans des caissons et de les déposer dans l’une des cavités du convoyeur en parfaite synchronisation avec le séquenceur. Grâce à la fonction de disque à came, les parties prédécoupées sont retirées simultanément. Celles-ci sont ensuite déposées dans la chaîne de distribution, transportées dans la station de formage et collées à l’aide d’un pistolet à colle à commande électronique.
Palettisation et dépalettisation
La palettisation illustrée ci-dessus est commandée via trois axes (X, Y, Z) et permet une préparation des produits en trois dimensions. La trajectoire du convoyeur et les conditions de la structure cinétique peuvent être prédéfinies ou calculées par l’API en fonction du modèle de palette utilisé et de l’influence de facteurs externes. Les axes portiques sont contrôlés par le robot de commande (RoCo). Le coordinateur de mouvements RoCo coordonne les mouvements de tous les axes portiques. D’autres axes, tels que les axes d’alimentation et d’extraction, sont contrôlés par l’API intégré. Grâce à l’utilisation optimale de l’espace du palettiseur à portique, les palettes sont déposées directement derrière la pince de préhension.
Étiquetage et décoration
Les contenants sont rassemblés via un convoyeur ou un convoyeur à accumulation. Le convoyeur d’alimentation à servocommande attrape à son tour les contenants et les dépose sur la table à contenants. Celle-ci fonctionne en synchronisation avec la vis d’avance et le disque rotatif de la machine d’étiquetage. Les machines d’étiquetage fonctionnent principalement à une vitesse constante, par exemple, la table de contenants tourne à une vitesse adaptée au processus en cours.
YOU WIN.
Flexibilité
Les utilisateurs finaux souhaitent avant tout des machines plus flexibles pour des tailles de lot plus petites, qui permettent également d’augmenter leur productivité grâce à une dynamique maximale de tous les mouvements. Pour ce faire, Bosch Rexroth a intégré des fonctionnalités logicielles adaptatives au niveau de la commande et de l’entraînement.
Connectivité
Préparez vos machines de production à l’Industrie 4.0. En plus d’être rentable, la mise en réseau de nouvelles machines et de systèmes existants permet d’optimiser vos processus de production et la qualité de vos produits : le logiciel IoT Gateway facilite la connexion à des environnements Industrie 4.0 sans intervenir dans la logique d’automatisation.
Sécurité
Notre expertise en matière de sécurité de fonctionnement garantit des produits conformes aux normes de sécurité standard. Nous venons en aide aux constructeurs de machines à travers la mise en œuvre facile de solutions système économiques pour les composants ainsi que les logiciels.
Gamme de services
Bosch Rexroth propose une large gamme de solutions de service conçues pour améliorer la productivité et réduire les arrêts de production. Des pièces de rechange et de la réparation aux interventions sur site, du retrofit aux services digitaux, nous vous apportons le support nécessaire pour continuer d'avancer.