SOLUZIONI PER LA PRODUZIONE FLESSIBILE E IL CONTROLLO DI PRECISIONE NEL SETTORE FARMACEUTICO.
L’industria farmaceutica scopre, sviluppa, produce e commercializza farmaci o medicinali farmaceutici da utilizzare come medicamenti da somministrare ai pazienti.
Il settore è oggetto di richieste e aspettative senza precedenti in termini di R&D, produzione, gestione della catena di approvvigionamento e ottimizzazione dei costi. I produttori devono garantire la massima qualità in lunghi cicli produttivi, monitoraggio dei processi in tempo reale, oltre a flessibili modalità di gestione e controllo di tutti i parametri decisivi.
Il controllo di precisione è essenziale in questo settore e inizia proprio dalla fase di produzione. Sfrutta i vantaggi offerti da componenti che si distinguono per efficienza economica ed ecologica e realizza prodotti innovativi e competitivi.
WE MOVE.
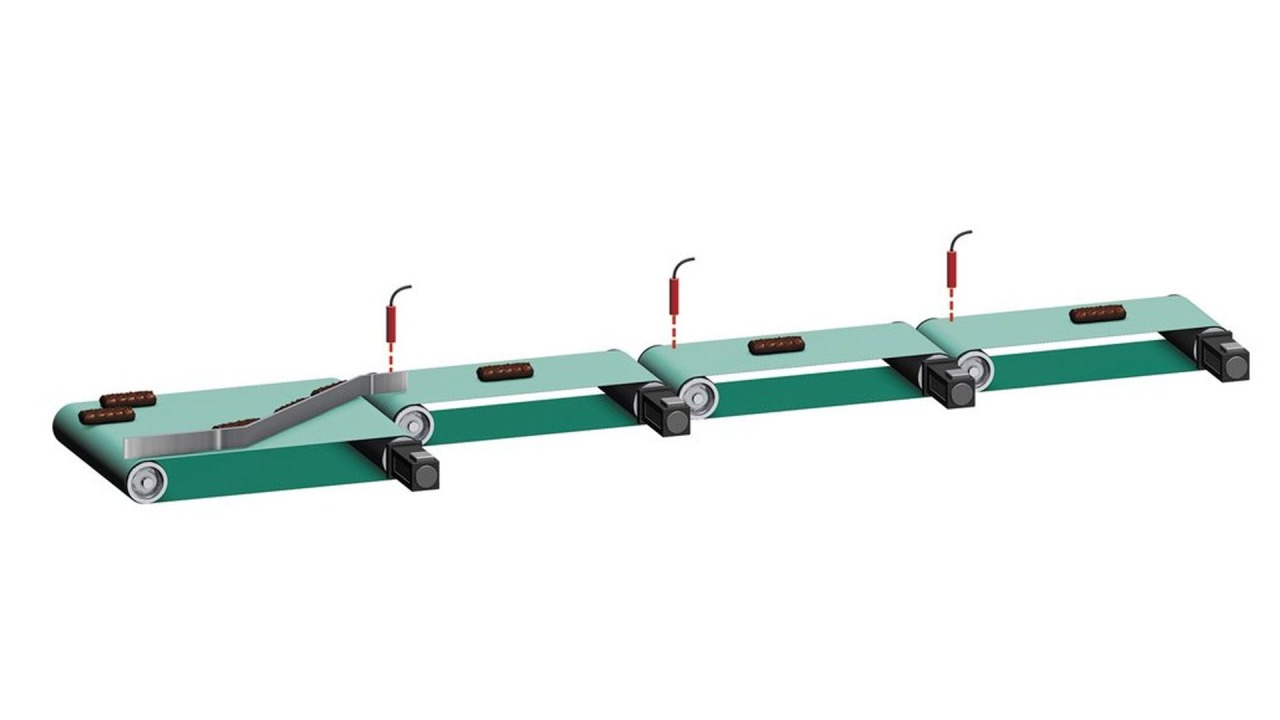
Sistemi di alimentazione intelligenti
Prima di essere inseriti nella scatola, i prodotti vengono raggruppati da nastri trasportatori in più passaggi. Questa procedura è valida sia per le macchine a caricamento laterale che per le macchine a caricamento verticale. Due catene o nastri paralleli, azionati separatamente, trasportano ciascuno una serie di elementi in diversi scomparti collegati. Gli elementi di una serie vengono scaricati presso la stazione di scarico e la serie vuota torna immediatamente alla stazione di carico.
Formatura, riempimento e sigillatura
Le soluzioni di termoformatura, riempimento e sigillatura riducono i costi di cablaggio e armadio elettrico con IndraDrive Mi, consentono di svolgere nel più breve tempo possibile la sostituzione del formato e del prodotto con Rexroth FlexProfile e comprendono ampie funzioni tecnologiche di progettazione ottimizzata.
Confezionamento per unità di imballaggio
Una volta inseriti, i contenitori vengono portati alla corretta distanza. La pellicola tesa viene tagliata da una lama nella lunghezza desiderata prima di essere collocata sopra un gruppo di contenitori. Un meccanismo controllato da un servomotore assicura che le unità di contenitori vengano avvolte completamente nella pellicola. Le unità di contenitori vengono sottoposte a riscaldamento nell’adiacente tunnel di termoretrazione. Grazie a questo processo si ottiene una tipica forma di imballaggio estremamente stabile.
Inscatolamento
La scatola di cartone viene prelavata dal magazzino mediante estrattori pneumatici e depositata in uno scomparto del trasportatore sincronizzato con il sequenziatore. Grazie alla funzione dei dischi a camme, le parti pretagliate vengono prelevate in modo sincronizzato. Queste parti vengono trattenute nella catena di distribuzione e trasportate alla stazione di formatura, mentre alcuni ugelli comandati elettronicamente applicano la colla.
Pallettizzazione e depallettizzazione
Il pallettizzatore illustrato in figura è comandato tramite 3 assi (X, Y, Z) e consente di disporre i prodotti in maniera tridimensionale. La corsa del binario e le impostazioni del modello cinetico possono essere configurate in modo predefinito o calcolate tramite PLC in base allo schema dei pallet e a fattori d'influenza esterni. Gli assi del portale sono controllati dal sistema RoCo (Robot-Control). L'unità di pianificazione dei movimenti di RoCo coordina i movimenti di tutti gli assi del portale. Gli altri assi, ad esempio quelli di rimozione e di alimentazione, sono comandati dal PLC integrato. Il pallettizzatore a portale sfrutta al meglio lo spazio, in modo da prelevare direttamente i pallet nella parte posteriore alla pinza.
Etichettatura e decorazione
I contenitori vengono inseriti nella macchina da un trasportatore ad accumulo o per mezzo di un nastro trasportatore. Un dispositivo d'inserimento a raggiera azionato da un servomotore preleva i contenitori e li inserisce nel relativo ripiano. Il funzionamento del dispositivo è sincronizzato con la coclea e con il disco rotante dell'etichettatrice. Le etichettatrici funzionano prevalentemente a velocità uniforme, quindi il ripiano portacontenitori ruota a una velocità calibrata su quella del processo.
YOU WIN.
Soluzioni adattive
Gli utenti finali richiedono soprattutto macchine flessibili per lotti di dimensioni minori in grado di aumentare la produttività attraverso una dinamica ottimizzata in tutte le fasi. Per soddisfare queste esigenze, Rexroth ha integrato funzionalità software adattive al livello di controllo e di azionamento.
Soluzioni connesse
Prepara le tue macchine per l’Industria 4.0. Collegare in rete le macchine nuove ed esistenti in ottica cost efficiency, ottimizzando processi di produzione e qualità del prodotto: il gateway IoT consente di collegarsi facilmente agli ambienti Industria 4.0 senza intervenire nella logica di automazione.
Sicurezza
Bosch Rexroth offre la competenza globale per la sicurezza funzionale con prodotti conformi a tutti gli standard attuali. I produttori di macchine possono contare su un servizio di supporto che si basa su soluzioni di sistema economiche e facili da implementare, sia nel caso di componenti che nel caso di sistemi, software incluso.
ASSISTENZA
Parti di ricambio
Bosch Rexroth offre una gamma completa di servizi per la riparazione, manutenzione e modernizzazione di svariate macchine.
Scopri di più
Riparazioni
Riparazione rapida e affidabile invece di una costosa sostituzione – Grazie ad un rapido intervento di riparazione, macchina e produzione possono continuare a funzionare.
Scopri di più
Assistenza sul campo
Ti serve assistenza in loco? Il nostro servizio di assistenza sul campo Bosch Rexroth ti assiste durante le operazioni.
Scopri di più
Modernizzazione
Ciò che è datato, lo trasformiamo in nuovo; ciò che è nuovo, lo rendiamo ancora più avanzato! Grazie al nostro know-how siamo in grado di estendere notevolmente la durata di vita della tua linea di prodotti con la massima produttività mediante soluzioni di retrofit.